Summary
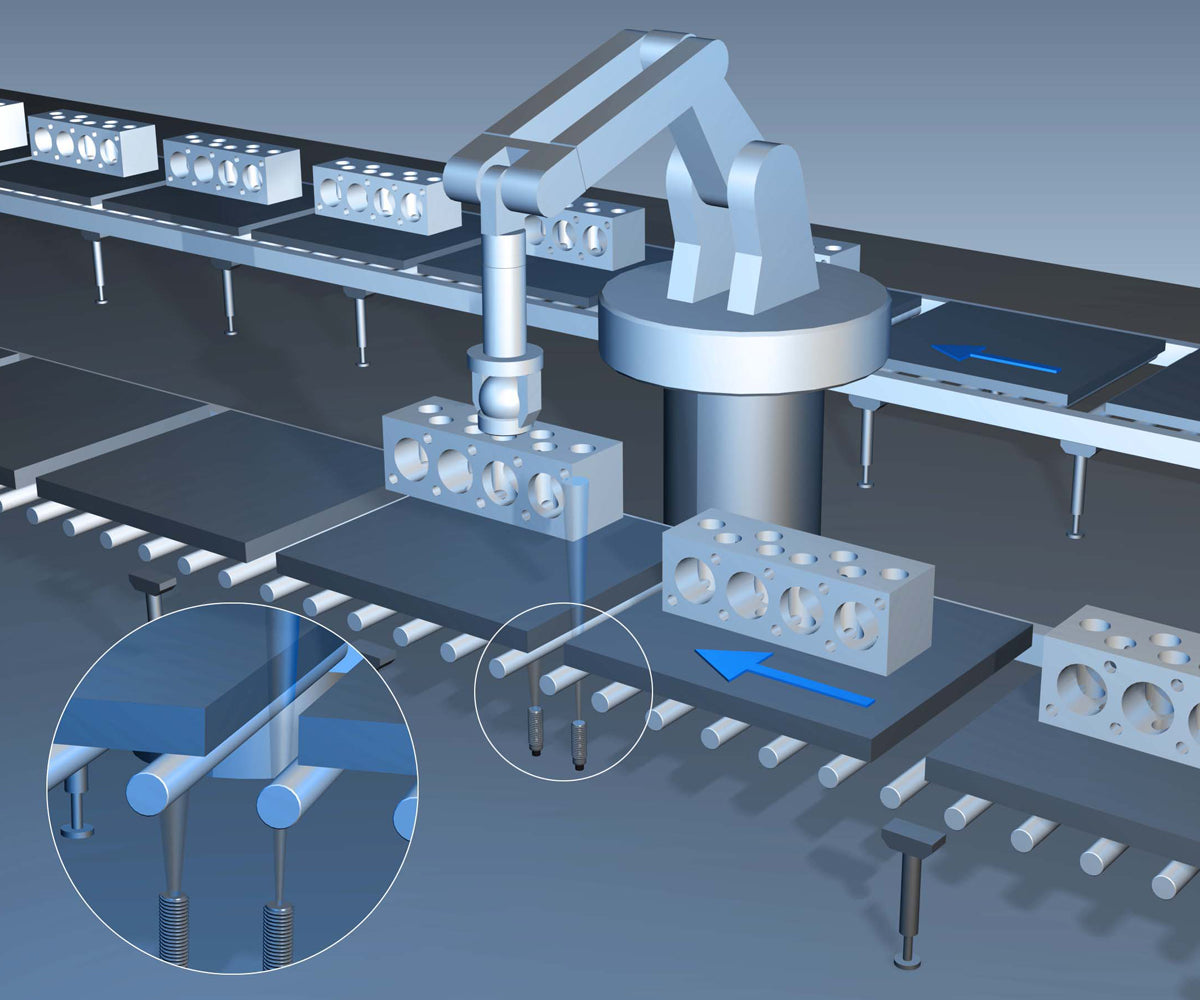
After assembly, cylinder heads are transferred to another line for mounting on the engine. The workpiece is lifted off its original carrier and placed on a new one. Sensors fitted on the roller conveyor check the position of the workpiece carrier, ensuring safety during the lift and transfer process.Customer Values
- Efficient automatic manipulation of large assembled parts
- Avoidance of product wastage
- Prevention of damage to equipment and resulting downtime
- Process speed and consistency assured
Specific Product Advantages
- Robust construction, proven reliability and high switching accuracy
- Same sensing distance on various materials (Factor 1)
- Reliability (extremely robust).
Customer Application
When the pre-assembled cylinder heads arrive at the transfer station, the workpiece carrier holding them must first be halted. This is achieved with sensors on the roller conveyor which, when they detect the arrival of the workpiece carrier, cause the conveyor to stop.
An industrial robot then lifts out the cylinder head and transfers it to a new workpiece carrier on an adjacent assembly line.
After checking that the cylinder head has been removed from the workpiece carrier, the roller conveyor must start up again and return the empty carrier to the workpiece loading station.
Automatic position checking is required to initiate the stop and restart of the roller conveyor and prevent any faulty manipulation by the robot, which could lead to product wastage or machine damage.
Customer Solution
Extreme range inductive sensors from the Full Inox family (series 700) meet the requirements of this application, due to their robust industrial construction and proven reliability in the required range (15 to 40 mm).
Just three DW-AS-713-M30 compact inductive proximity sensors were used to ensure the safe, reliable implementation of this task.
The sensors were mounted between the rollers on the conveyor at the transfer station. As soon as an incoming workpiece carrier covers the second sensor, it is in the correct position. The roller conveyor is therefore instantly put into stop and actuators on the industrial robot are enabled.
Once removal of the cylinder head by the robot has been confirmed, the third sensor ensures that the empty workpiece carrier takes the correct onward path.
The accuracy in switching distance of these sensors means that they can be relied on to initiate a stop at exactly the right moment – neither sooner nor later. This in turn ensures that the lift and transfer process takes place under the safest possible conditions, while maintaining all the speed and consistency expected from an automated factory process.
By stopping and restarting the roller conveyor at exactly the right moment and checking workpiece position, automated transfer stations speed up production and minimize wastage, downtime and damage to equipment.